






ステンレスプレス部品
耐久性のあるステンレス鋼のプレス部品をお探しですか?中国工場の Nuote Metals は、自動車および医療機器向けのカスタム ソリューションを提供しています。当社の精密プレス加工により、防錆強度と正確なフィット感が実現します。長持ちするように作られた部品で腐食や摩耗の問題を解決します。工場の品質を信頼してください。
お問い合わせを送信
製品説明
湿気、化学物質、または極端な温度にさらされるコンポーネントの場合、材料の選択が重要です。ステンレスプレス部品通常の炭素鋼では実現できない耐食性と機械的強度を実現し、医療、食品加工、海洋、建築用途の標準となっています。
ヌオーテメタルズは、オーステナイト (304、316)、フェライト (430)、マルテンサイト (410、420) グレードのステンレス鋼スタンピング部品の製造を専門としています。当社のスタンピングプロセスは、加工硬化、高引張強度、工具摩耗など、ステンレス鋼の加工特有の課題を克服するために最適化されています。

ステンレスプレス部品とは何ですか?
ステンレス鋼スタンピング部品は、カスタム金型を備えたスタンピングプレスにステンレス鋼コイルまたはシートを供給することによって製造される金属部品です。このプロセスでは、材料を切断、曲げ、成形、または絞り加工して完成形状にします。
軟鋼とは異なり、ステンレス鋼のスタンピング部品には少なくとも 10.5% のクロムが含まれており、錆や汚れに強い不動態酸化層を形成します。この自己修復層により、ステンレス鋼は清潔さ、寿命、攻撃的な環境への耐性が必要な用途に最適になります。
ヌオーテメタルズ3 つの主要なファミリーのステンレス鋼スタンピング部品を製造します。
--オーステナイト (304、316) – 最も一般的、非磁性、優れた成形性
--フェライト (430) – 磁性、低コスト、優れた耐食性
--マルテンサイト (410、420) – 熱処理により硬化し、耐摩耗性があります。

ステンレス鋼のプレス部品に Nuote Metal を選ぶ理由?
材料に関する専門知識
ステンレス鋼は炭素鋼とは異なる挙動をします。 Nuote Metals のエンジニアは次のことを理解しています。
加工硬化率 – 304 ステンレスは成形中に急速に硬化するため、慎重な工具設計と潤滑が必要です。
スプリングバック特性 – 降伏強度が高いため、ステンレス鋼は軟鋼よりも元の形状に戻りやすくなります。
かじりやすい傾向 – ステンレス鋼は圧力下で工具表面に付着する可能性があり、研磨されたダイと特定のコーティングが必要です
ステンレス専用工具
当社のステンレス鋼プレス部品用金型の特長は次のとおりです。
超硬または D2 工具鋼 – ステンレスによる摩耗に耐えます
TiN または TiCN コーティング – 摩擦とかじりを軽減します
大きな半径 - 曲げ部分での亀裂を防止します
クリアランスの精度 – 片側あたり 8 ~ 12% (軟鋼の場合は 5 ~ 8%)
ヌオーテメタルズ ステンレス鋼プレス部品の技術仕様
利用可能なステンレス鋼グレード
| 学年 | タイプ | 主要なプロパティ | 代表的な用途 |
|---|---|---|---|
| 304 | オーステナイト系 | 最高の全周耐食性、優れた成形性 | 医療機器、食品機器、化学ハードウェア |
| 304L | オーステナイト系 | 低炭素 (0.03%)、より良い溶接性 | 溶接アセンブリ、厚肉部 |
| 316 | オーステナイト系 | モリブデン添加により耐塩水性に優れています | 船舶用部品、製薬機器 |
| 316L | オーステナイト系 | 316 の低炭素バージョン | 植込み型機器、手術器具 |
| 430 | フェライト系 | 磁性があり、低コストで、軽度の腐食に適しています | 家電製品トリム、自動車排気クランプ |
| 410 | マルテンサイト系 | HRC 38 ~ 45 までの熱処理が可能、耐摩耗性 | バルブステム、ポンプシャフト(プレスブランク) |
| 420 | マルテンサイト系 | 熱処理後の高硬度 (HRC 48 ~ 52) | 刃物類、手術用ハサミ(刻印済みフォーム) |
| 301(フルハード) | オーステナイト系 | 冷間圧延による高い引張強度 | スプリングクリップ、バッテリー接点、ワッシャー |
次元の能力
ヌオーテメタルズ生成するステンレスプレス部品幅広いサイズ範囲にわたっています。
| パラメータ | 能力 |
|---|---|
| 材料厚さの範囲 | 0.1mm~4.0mm(グレードによる) |
| 最大部品サイズ(順送金型) | 300mm×300mm |
| 最大部品サイズ(複合金型) | 500mm×500mm |
| 最小穴径 | ピアッシング用の材料の厚さ(1xT)と同等 |
| 公差(標準) | 100 mm未満の寸法では±0.10 mm |
| 公差(精度) | 重要な機能では ±0.05 mm |
| 平面度(100mm当たり) | ≤0.20 mm (必要に応じて応力除去後) |
ステンレス鋼のプレス加工
| プロセス | ステンレスへの適合性 | 注意事項 |
|---|---|---|
| ブランキング | 素晴らしい | 大量生産には超硬ダイスが必要 |
| ピアス | 良い | 小さな穴 (< 1.5xT) は 2 回の穴あけが必要な場合があります |
| 曲げ加工(エアー曲げ加工) | 良い | スプリングバックを考慮してください (通常は 2 ~ 5° の過剰な曲げが必要です) |
| 曲げ(コイニング) | 素晴らしい | スプリングバックは軽減されますが、より高いトン数が必要です |
| 浅絞り(深さ < 直径 2 倍) | 良い | アニールされた 304 が好ましい。潤滑が重要 |
| 深絞り加工 | 普通から中程度 | 複数回の延伸と中間アニーリングが必要な場合があります |
| コイニング・エンボス加工 | 良い | 加工硬化のため、高いプレストン数が必要 |
プレス後の機械的性質
| 学年 | 引張強さ(MPa) | 降伏強さ(MPa) | 伸長 % | 硬度(代表値) |
|---|---|---|---|---|
| 304 (焼きなまし) | 515 – 620 | 205 – 240 | 40~60 | HRB 70–85 |
| 304 (1/2 ハード) | 860 – 1030 | 690 – 860 | 10~20 | HRC 25–32 |
| 316 (焼きなまし) | 550 – 620 | 205 – 240 | 40~60 | HRB 75–85 |
| 430 (焼きなまし) | 450 – 550 | 240 – 310 | 20~30 | HRB 75–85 |
| 410 (焼きなまし) | 480 – 550 | 275 – 345 | 15~20 | HRB 80~90 |
注: ステンレス鋼のプレス部品は、成形中に加工硬化する可能性があります。柔らかい状態が必要な場合は「プレス後焼鈍」をご指定ください。
ステンレス鋼プレス部品の表面仕上げ
ヌオーテメタルズ外観や機能を向上させるために、複数のポストスタンプ仕上げを提供します。
機械仕上げ
| 仕上げる | 説明 | 方法 | 応用 |
|---|---|---|---|
| #2B(ミル) | 滑らかな反射仕上げ (標準) | 圧延のまま軽冷間圧延 | 一般産業用、隠れた部品 |
| #4 (ブラッシュド) | 細かい方向性のあるサテンライン | 研磨ベルト仕上げ | 食品機器、建築装飾品 |
| #8(ミラー) | 反射率が高く、鏡のような状態 | 順送研磨 | 装飾品、医療器具 |
| ビーズブラスト | 均一なマット、無指向性 | ガラスビーズ衝撃 | 医療用筐体、審美部品 |
| 電解研磨 | 滑らかで明るいパッシブ層の強化 | 微小バリの電気化学的除去 | 医薬品、半導体、高純度 |
コーティングと処理 (ステンレスではまれですが、利用可能)
| 処理 | 目的 | 一般的な厚さ |
|---|---|---|
| 不動態化 | 遊離鉄を除去し、耐食性を回復します | 測定不可(化学プロセス) |
| 黒染め | アンチグレア、軽度の耐腐食性 | 0.5~1.5μm |
| PVDコーティング(TiN、CrN) | 耐摩耗性、装飾色 | 1~3μm |
ステンレスプレス部品の用途
ヌオーテメタルズ の供給品ステンレスプレス部品衛生性、耐久性、耐食性が要求される業界に。
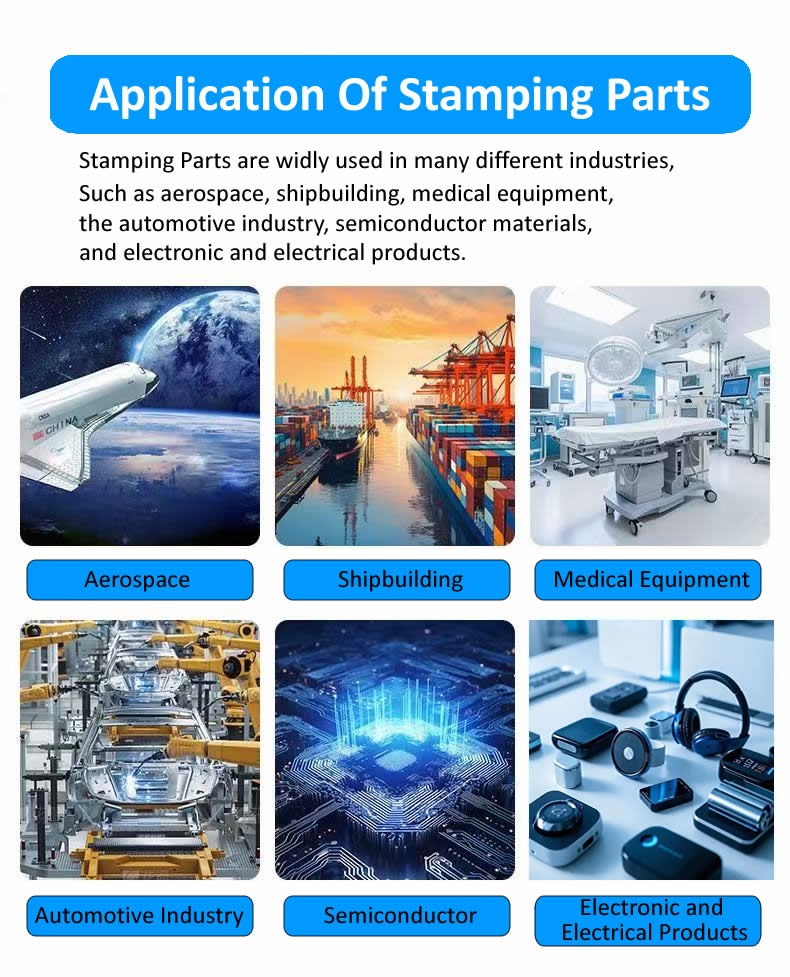
医療とヘルスケア
外科用器具のハンドルとジョー(スタンプされたブランク)
整形外科用インプラントのトライアルコンポーネント
滅菌トレイ穴あきシート
診断装置シャーシ
病院用ベッドのハードウェアとラッチ
食品および飲料の加工
コンベヤベルトチェーンリンク
ポンプダイヤフラムリテーナ
ミキサーブレード取り付けブラケット
充填ノズルのコンポーネント
サニタリーパイプクランプおよびフランジ
海洋および海洋
ボートのクリートベースとヒンジ
デッキハードウェアバックプレート
排気系クランプ(316グレード)
海水フィルターハウジング
オフショアプラットフォーム電気筐体部品
自動車および商用車
エキゾーストマニホールドガスケット
燃料システムブラケット
ターボヒートシールド
ワイパーアーム部品(430ステンレス)
トラック荷台タイダウンリング
化学および工業用
バルブアクチュエーターブラケット
ポンプ摩耗プレート
フィルターハウジングサポート
実験装置の筐体
圧力計のコンポーネント
ステンレス鋼プレス部品の品質保証 - EEAT の実践
ヌオーテメタルズステンレス鋼に特有の厳格な品質プロトコルを適用します。
加工硬化の経験
当社のプレス技術者は、オーステナイト系ステンレス鋼に関して 10 年以上の経験があります。当社では有限要素解析 (FEA) を使用して、曲げ部の薄化や亀裂を予測し、最小の厚さを維持するように金型の形状を調整します。
腐食試験の専門知識
過酷な環境で使用されるステンレス鋼のプレス部品については、以下を提供します。
塩水噴霧試験 (ASTM B117) – グレードに応じて 200 ~ 1,000 時間
不動態化検証 – ASTM A967 に基づく硫酸銅またはフェロキシル試験
粒界腐食試験 – 溶接ステンレス部品用 (ASTM A262)
標準による権威性
当社のステンレス鋼プレス部品は以下に準拠しています。
ASTM A240/A240M – ステンレスシート/プレートの規格
ISO 9001:2015 – 品質管理
ISO 13485 – 医療機器の品質 (ご要望に応じて入手可能)
FDA 準拠 – 食品と接触する用途向け (材料認証)

トレーサビリティによる信頼
ヌオーテメタルズ のステンレス鋼スタンピング部品の各バッチには以下が含まれます。
ミルテスト証明書 (MTC) – 化学的および機械的特性
検査報告書 – 主要な寸法と実測値
パッシベーション証明書 (適用されている場合) – 日付、方法、テスト結果
サンプル部品 – 製品リリース前に 10 個出荷
ステンレス鋼のプレス部品に共通する課題と Nuote Metals がそれらをどのように解決するか
| チャレンジ | 原因 | Nuote 金属ソリューション |
|---|---|---|
| 曲がり部分でのひび割れ | 不十分な曲げ半径または加工硬化 | 2xT 最小内側半径を使用します。アニールされた材料を指定します。ストレス解消を追加する |
| かじり(金型への材料転写) | 高い摩擦と圧力 | 研磨された超硬ダイス。 TiN コーティング;高性能潤滑剤 |
| スプリングバックにより不正確な角度が発生する | ステンレスの高い降伏強度 | オーバーベンドダイス (2 ~ 5° 補正)。エアベンディングの代わりにコイニング加工 |
| せん断エッジのバリ | 摩耗したパンチ/ダイのクリアランス | 片側あたり 8 ~ 12% のクリアランスを維持します。鋭利な超硬パンチを使用してください。二次バリ取り |
| 取り扱い時の表面の傷 | オーステナイト系ステンレスは比較的柔らかい | スタンピング部品間のプラスチックの挟み込み。並んだ輸送用コンテナ |
ステンレスプレス部品に関するよくある質問
以下は、Nuote Metals に寄せられる最も一般的な技術的な問い合わせです。ステンレスプレス部品.
Q1: ステンレス鋼プレス部品の 304 ステンレス鋼と 316 ステンレス鋼の違いは何ですか?どれを選べばいいでしょうか?
A: 主な違いはモリブデンの含有量です。 304 ステンレスには 18% のクロムと 8% のニッケルが含まれており、優れた一般耐食性を備えています。 316 には 2 ~ 3% のモリブデンが添加されており、塩化物 (塩水、氷結防止塩、漂白剤) に対する耐性が大幅に向上します。屋内または淡水で使用されるステンレス鋼のスタンピング部品の場合は、304 で十分であり、より経済的です。海洋環境、沿岸の屋外用途、塩化物を扱う化学工場、または塩分濃度の高い塩水を使用する食品加工の場合、Nuote Metals は 316 を推奨します。316 は 304 よりも約 15 ~ 20% 高価で、成形性がわずかに低いことに注意してください (より大きな曲げ半径が必要です)。ステンレス鋼のスタンピング部品が溶接される場合は、熱影響部の鋭敏化と粒界腐食を防ぐために 304L または 316L (低炭素バージョン) をお勧めします。
Q2: Nuote Metals はステンレス鋼部品をプレスする際のカジリをどのように防止しますか?かじりはなぜ問題となるのでしょうか?
A: かじりとは、ステンレス鋼材料が冷間圧接により金型表面に転写されることです。これは、ステンレスの不動態酸化層が圧力下で破壊され、地金と金属が接触する可能性があるために発生します。かじりは、部品の表面が粗くなり、寸法が変動し、最終的には金型の故障を引き起こします。 Nuote Metals がかじりを防止ステンレスプレス部品3つの方法で。まず、Ra 0.1 μm 以上に研磨された超硬ダイインサートを使用します。これにより、表面が滑らかになり、接着点が減少します。次に、PVD コーティング (TiN または TiCN) をパンチと成形ツールに塗布し、硬くて低摩擦のバリアを作成します。第三に、オーステナイト系ステンレス用に特別に配合された塩素を含まない極圧潤滑剤を選択します。大量のステンレス鋼プレス部品の場合、ストロークごとに新鮮なオイルを塗布する自動微量潤滑システムも導入しています。それでもかじりが発生する場合は、当社のインダイセンサーが剥離力の増加を検出し、プレスを自動的に停止します。
Q3: シャーリングエッジにバリのないステンレスプレス部品を製造できますか?標準のバリ高さはどれくらいですか?
A: せん断加工では常に片側に小さな隆起が残るため、従来のスタンピングではバリのないエッジは技術的に不可能です。しかし、Nuote Metals ではバリをしっかりと管理しています。ステンレス鋼スタンピング部品の当社の標準許容限界は、バリ高さ ≤ 材料厚さの 5% (たとえば、厚さ 1.0 mm の材料の場合は最大 0.05 mm) です。基本的にバリを必要としない用途(人体組織に接触する部品や繊細なワイヤ絶縁体など)の場合、振動タンブリング(バリを≤0.02mmまで除去し、わずかなエッジ半径を追加)または電解研磨(微細なバリを化学的に溶解し、表面仕上げを改善)を使用した二次バリ取りを提供します。図面上で「鋭いエッジなし」または「バリ高さ最大0.03mm」を指定してください。バリが許容できない大量のステンレス鋼スタンピング部品の場合は、ファインブランキング (代替プロセス) または二次研削をお勧めしますが、どちらもコストがかかります。実現可能性評価のためのバリ制限要件については、Nuote Metals にお問い合わせください。
Q4: ステンレス鋼のプレス部品はプレス後に不動態化する必要がありますか?いつ必要ですか?
A: 不動態化は、表面から遊離鉄粒子を除去する化学処理です。ステンレスプレス部品。スタンピング中に、工具によって微細な鉄粒子が部品上に転写される可能性があります。これらの鉄粒子は錆びて赤い汚れを生じ、耐食性を損なう可能性があります。不動態化により、下にあるクロムが豊富なステンレスを攻撃することなく、これらの粒子が溶解されます。 Nuote Metals は、医療機器、食品との接触、海洋環境、または錆による汚れが許容できない用途で使用されるステンレス鋼スタンピング部品の不動態化を推奨しています。不動態化は、特定の医療および航空宇宙仕様について ASTM A967 によっても要求されています。屋内で使用される一般的な工業用ステンレス鋼スタンピング部品 (ブラケット、クランプ、エンクロージャーなど) の場合、不動態化はオプションであることがよくあります。スタンプされたままの部品、または不動態化処理を施した部品を供給できます。当社の不動態化ラインはクエン酸 (環境に優しい) を使用しており、ASTM A967 に準拠した検証テストが含まれています。
ステンレス鋼プレス部品で Nuote Metals と提携する理由
ステンレス鋼プレス部品の適切なサプライヤーを選択するには、材料の挙動、工具設計、後処理に関する専門知識が必要です。 Nuote Metals は以下を提供します。
10 年以上、特にステンレス鋼をプレス加工
在庫グレード – 304、304L、316、316L、430、410、301
社内不動態化 – クエン酸ラインと検証テスト
±0.05 mm までの公差 – 重要な特徴について
1,000 個から 5,000,000 個以上のボリューム
無料の DFM レビュー – 新しいステンレス鋼スタンピング部品設計用
サンプル プログラム – 制作ツールからの 20 個の無料部分
完全なトレーサビリティ – すべての注文に製造証明書と検査レポートを提供
接触ヌオーテメタルズ今すぐ図面をアップロードしたり、ステンレス鋼スタンピング部品の要件について話し合ったりしてください。
ホットタグ: ステンレス鋼スタンピング部品、カスタムステンレス鋼スタンピング部品、ステンレス鋼スタンピング部品工場
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。









X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー