






型抜き鋼部品
頑丈なスタンプ鋼部品が必要ですか?中国の工場である Nuote Metals は、重機や建設用のカスタム スタンプ鋼部品を提供しています。当社の高トン数スタンピングにより、均一な厚さと耐衝撃性が保証されます。強度を高めるために設計されたスチール部品で構造的な弱点を解決します。耐えられる耐久性は工場にお任せください。
お問い合わせを送信
製品説明
For countless industrial and commercial products, the backbone is steel. Stamped steel parts offer an unmatched combination of mechanical strength, material availability, and cost-effectiveness. From heavy equipment brackets to precision electronic frames, stamped steel components dominate applications where reliability under load is essential.
Nuote Metals has produced high-quality stamped steel parts for over a decade. Our presses handle low-carbon, high-carbon, and alloy steels in thicknesses from 0.3mm to 6.0mm. We combine material science with efficient stamping processes to deliver components that meet rigorous performance standards without unnecessary cost.

What Are Stamped Steel Parts?
Stamped steel parts are metal components formed by feeding steel coil or sheet into a stamping press equipped with custom dies. The press performs operations such as blanking, piercing, bending, drawing, or embossing to create the final shape.
The term “stamped steel parts” typically refers to components made from carbon steel or low-alloy steel—distinct from stainless steel, aluminum, or brass. Common steel grades include:
Low carbon steel (SPCC, SPCD, Q195, 1008) – Excellent formability, economical
Medium carbon steel (S45C, 1045) – Higher strength, wear resistance
High carbon steel (SK5, 1080) – Spring temper, hardness
Alloy steel (SPRING STEEL, 51CrV4) – High fatigue resistance for dynamic loads
Nuote Metals selects the optimal steel grade for each application, balancing formability, strength, cost, and surface finish requirements.
Check the Video to know more about our Stamping Workshop
Why Choose Steel for Stamped Components?
Steel remains the most widely stamped material for good reason. Nuote Metals highlights these advantages of stamped steel parts:
High strength-to-cost ratio – Steel offers greater strength than aluminum or brass at a lower material cost
Magnetic properties – Essential for sensors, relays, and electromagnetic assemblies
Weldability – Steel parts readily accept spot, projection, or laser welding
Plating compatibility – Zinc, nickel, tin, and other platings adhere well to steel
Availability – Steel coil is available globally with short lead times
Technical Specifications of Nuote Metals Stamped Steel Parts
Material Options for Stamped Steel Parts
| Grade | Type | Tensile Strength (MPa) | Yield Strength (MPa) | Typical Hardness | Best Applications |
|---|---|---|---|---|---|
| SPCC / Q195 | Low carbon, commercial quality | 270 – 350 | 180 – 240 | HRB 45–60 | General brackets, enclosures, chassis parts |
| SPCD / 1008 | Low carbon, drawing quality | 280 – 370 | 190 – 250 | HRB 50–65 | Drawn cups, complex forms |
| SPCE / 1010 | Low carbon, deep drawing quality | 300 – 390 | 210 – 260 | HRB 55–70 | Deep drawn housings, automotive fuel tanks |
| S45C / 1045 | Medium carbon | 570 – 700 | 350 – 450 | HRB 85–95 | Gears (stamped blanks), shafts, wear plates |
| SK5 / 1080 | High carbon (spring steel) | 800 – 1,100 (hardened) | 500 – 800 | HRC 40–55 | Clips, springs, retaining rings, saw blades |
| 51CrV4 | Alloy spring steel | 1,200 – 1,500 | 1,000 – 1,300 | HRC 45–52 | High-cycle leaf springs, clutch discs |
Dimensional Capabilities for Stamped Steel Parts
Nuote Metals produces stamped steel parts across a wide range of sizes and tolerances.
| Parameter | Standard Capability | Precision Capability (upon request) |
|---|---|---|
| Material thickness | 0.3 mm – 6.0 mm | 0.2 mm – 8.0 mm (limited grades) |
| Maximum part dimension (progressive die) | 300 mm x 300 mm | 400 mm x 400 mm |
| Maximum part dimension (transfer die) | 500 mm x 600 mm | 600 mm x 800 mm |
| Tolerances (blanking/piercing) | ±0.10 mm | ±0.05 mm |
| Tolerances (bend angles) | ±1° | ±0.5° |
| Minimum hole diameter (piercing) | 1.0 x material thickness | 0.8 x material thickness |
| Burr height (standard) | ≤0.10 mm | ≤0.05 mm |
Stamping Processes for Stamped Steel Parts
Nuote Metals selects the appropriate stamping method based on part geometry and volume.
| Process | Typical Steel Thickness | Annual Volume Range | Advantages |
|---|---|---|---|
| Compound die stamping | 0.5 – 6.0 mm | 5k – 100k | Low tooling cost, simple flat parts |
| Progressive die stamping | 0.3 – 4.0 mm | 100k – 10M+ | High speed, complex multi-station parts |
| Transfer die stamping | 1.0 – 6.0 mm | 50k – 500k | Large parts, deep draws |
| Fine blanking | 1.0 – 12.0 mm | 50k – 500k | Burr-free shear edges, tight flatness |
Surface Finishes Available
Most stamped steel parts receive post-stamping treatments to prevent corrosion or improve appearance.
| Finish | Description | Thickness | Corrosion Resistance (salt spray) |
|---|---|---|---|
| Zinc plating (clear/blue/yellow) | Electroplated zinc with passivation | 5 – 12 µm | 48 – 120 hours |
| Zinc-nickel alloy | Superior corrosion protection | 8 – 15 µm | 200 – 500 hours |
| Hot-dip galvanizing | Heavy zinc coating, matte finish | 40 – 80 µm | 500 – 1,000 hours |
| Black oxide | Conversion coating, anti-glare | 0.5 – 1.5 µm | 24 – 72 hours (requires oil) |
| Powder coating | Colored polymeric coating | 60 – 120 µm | 500+ hours (depending on quality) |
| E-coat / electrocoating | Cathodic epoxy dip | 15 – 25 µm | 300 – 600 hours |
| Phosphate (manganese/zinc) | Conversion coating for paint base or lubrication | 2 – 10 µm | Low (requires topcoat) |
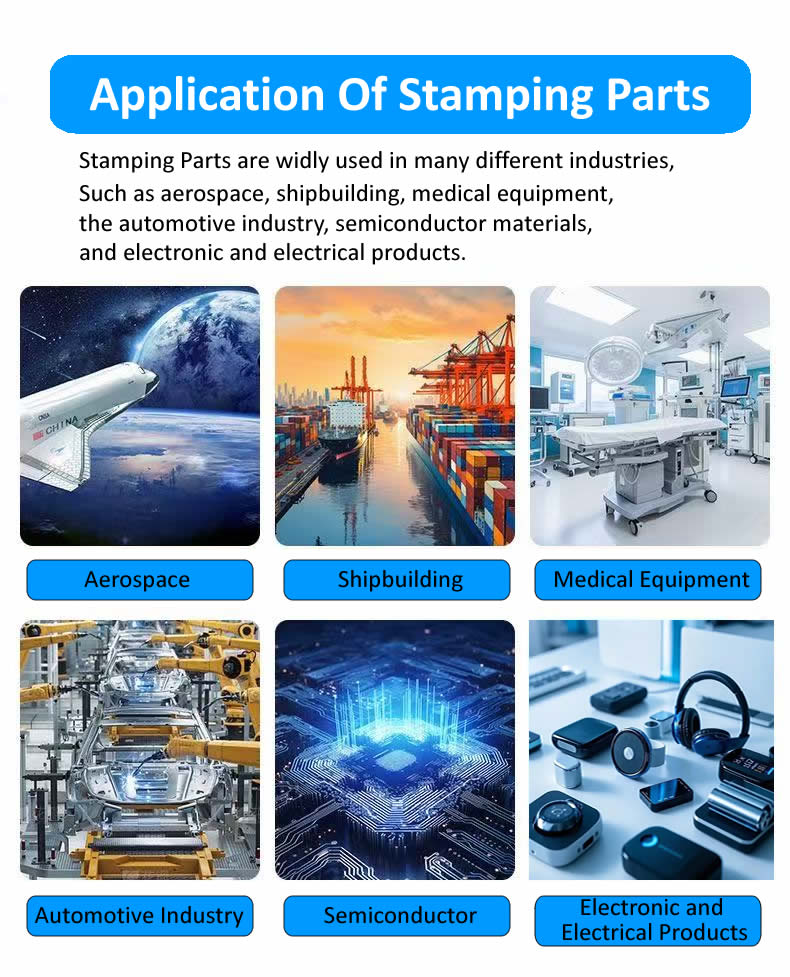
Applications of Stamped Steel Parts
Nuote Metals supplies stamped steel parts across nearly every industry. Below are representative examples by sector.
Electric Vehicle Battery Busbar (Low‑Carbon Steel, 2.0mm Thick)
An EV battery pack manufacturer needed a series of busbars to connect individual cells. The requirements were demanding: flatness within 0.1mm across 150mm length, multiple precisely punched holes for cell terminals, and a zinc‑nickel plating for corrosion resistance. Annual volume was 80,000 sets – too high for CNC, too complex for a simple die.
Nuote Metals designed a progressive die with eight stations: piercing, slotting, coining for flatness, and final cutoff. The stamped steel parts came off the press at 60 strokes per minute, each with a flatness of 0.08mm and hole positions within ±0.05mm. After plating, the busbars passed 500 hours of salt spray testing. The customer reduced component cost by 62% compared to machined copper and eliminated two secondary operations. Three years into production, the die has produced over 1.2 million busbars with zero field failures.
This case shows what stamped steel parts can achieve when tooling and process are matched to the application – not just the volume.
Quality Assurance for Stamped Steel Parts – EEAT in Practice
Nuote Metals follows a comprehensive quality system tailored to the characteristics of stamped steel.
Experience with Steel Grades
Our metallurgists and tooling engineers have over 10 years of experience stamping carbon and alloy steels. We understand:
Springback behavior – Steel’s elastic recovery varies by carbon content; we compensate in die design
Burr formation – Softer low-carbon steel produces larger burrs than hard steel; we adjust clearances accordingly
Heat generation – Thick steel stamping generates significant heat; we use lubricants and press speed control
Expertise in Post-Stamping Treatment
Stamped steel parts require corrosion protection for most applications. Nuote Metals operates in-house zinc plating and partners with certified coaters for powder coating and e-coat. We provide:
Coating thickness measurement – X-ray fluorescence (XRF) for plating
Adhesion testing – Cross-hatch tape test per ASTM D3359
Salt spray testing – ASTM B117 for corrosion resistance validation
Authoritativeness Through Standards
Our stamped steel parts comply with:
ISO 9001:2015 – Quality management system
IATF 16949 – Automotive quality (available upon request for automotive projects)
ASTM A109 – Standard for cold-rolled carbon steel strip
RoHS – For plated parts (hexavalent chromium-free where specified)

Trust Through Documentation
Every shipment of stamped steel parts from Nuote Metals includes:
Material test report (MTR) – Mill certificate with chemical and mechanical properties
Dimensional inspection log – Key measurements with pass/fail status
Coating certificate (if plated or coated) – Thickness, type, batch number
First article inspection (FAI) – Complete dimensional report for new tools
Design Considerations for Stamped Steel Parts
To help customers optimize their designs for manufacturability, Nuote Metals offers these guidelines.
Minimum Bend Radii
| Material Thickness | Low Carbon Steel (SPCC) | High Carbon Spring Steel (SK5) |
|---|---|---|
| 0.5 mm | 0.5 mm (1xT) | 1.0 mm (2xT) |
| 1.0 mm | 1.0 mm (1xT) | 2.0 mm (2xT) |
| 2.0 mm | 2.0 mm (1xT) | 4.0 mm (2xT) |
| 3.0 mm | 3.0 mm (1xT) | 6.0 mm (2xT) |
| 4.0 mm | 5.0 mm (1.25xT) | Not recommended |
Minimum Hole Size
Piercing holes in low carbon steel: Diameter ≥ material thickness
Piercing holes in high carbon or alloy steel: Diameter ≥ 1.2 x material thickness
Edge distance (hole to edge): ≥ 1.5 x material thickness (to avoid bulging)
Tolerances for Bent Features
| Feature | Standard Tolerance | Precision (with coining) |
|---|---|---|
| Bend angle (air bending) | ±1.5° | ±0.75° |
| Bend angle (coining) | ±0.5° | ±0.25° |
| Form height (dimples, offsets) | ±0.15 mm | ±0.08 mm |
| Flange length | ±0.20 mm | ±0.10 mm |
Frequently Asked Questions About Stamped Steel Parts
Below are the most common technical inquiries received by Nuote Metals regarding stamped steel parts.
Q1: What is the difference between low carbon and high carbon stamped steel parts? How do I choose?
A: The carbon content determines strength, hardness, and formability. Low carbon stamped steel parts (SPCC, 1008, 1010) contain less than 0.15% carbon. They are soft, ductile, and easy to stamp into complex shapes including deep draws and tight bends. However, they have relatively low strength (tensile 270–400 MPa) and cannot be heat-treated for higher hardness. High carbon stamped steel parts (SK5, 1080) contain 0.75–1.0% carbon. They are much stronger (tensile 800–1,100 MPa after hardening) and can be heat-treated to HRC 50–60. However, they are less formable (minimum bend radius 2xT or more) and require heavier presses. Nuote Metals recommends low carbon steel for brackets, enclosures, chassis, and drawn housings. Recommend high carbon steel for springs, clips, retainers, and wear-resistant parts. For applications needing strength between these extremes, medium carbon steel (1045) offers a balance.
Q2: How does Nuote Metals prevent rust on stamped steel parts before they are assembled or coated by the customer?
A: Steel rusts rapidly when exposed to humidity. Nuote Metals takes several measures to protect stamped steel parts during storage and transit. First, for parts that will be plated or coated by us, we process them within 24–48 hours of stamping to minimize oxidation. Second, for parts shipped in the “as-stamped” condition (uncoated), we apply a rust-preventive oil (light, removable with alkaline cleaner) and package them in moisture-barrier bags with desiccant. Third, we offer temporary phosphate coating (manganese or zinc phosphate) which provides 1–3 months of indoor rust protection and also improves paint adhesion for customers who will paint later. For long-term storage or international shipping, we recommend that customers specify a protective coating (zinc plating or e-coat) as part of the order. If you receive stamped steel parts that show light surface rust, it can usually be removed with a mild abrasive or acid pickle—but for critical applications, specify a corrosion-prevention plan with Nuote Metals at the quoting stage.
Q3: What is the maximum thickness of stamped steel parts that Nuote Metals can produce? Do thicker parts require special tooling?
A: Nuote Metals can stamp steel up to 8.0mm thickness for simple blanking operations, and up to 6.0mm for parts requiring bending or forming. However, thick stamped steel parts (above 4.0mm) require special considerations. First, the press tonnage increases significantly—a 6.0mm thick steel part may require 200–400 tons depending on blank size. Second, tool clearances must be increased (typically 10–15% per side) to prevent excessive burrs and tool breakage. Third, thick steel has minimal elastic recovery, so springback compensation is less critical but edge cracking becomes a concern for holes near edges. Nuote Metals has press capacity up to 400 tons and maintains tool steel stocks suitable for heavy-gauge stamping. For parts thicker than 6.0mm, we often recommend laser cutting or plasma cutting as an alternative to stamping, as tooling costs become prohibitive. Send your thick-gauge drawing to Nuote Metals for a feasibility and cost comparison.
Q4: Can you stamp stamped steel parts with threaded holes or hardware inserts? What secondary operations are available?
A: Yes, Nuote Metals offers several methods to add threads to stamped steel parts. The most common are tapping (cutting threads directly into punched holes) and thread forming (for thicker steel, displacing material to create threads without chips). We have in-house tapping machines for holes from M2 to M12. For applications requiring stronger threads or removable fasteners, we can install inserts (PEM-style self-clinching nuts or studs) directly in the stamping die using automated insertion equipment. Other secondary operations for stamped steel parts include spot welding (projection welding of nuts or brackets), riveting (joining two stamped components), and heat treating (for high carbon parts needing spring temper). Specify any secondary operations on your drawing, and Nuote Metals will incorporate them into the process flow—often within the same progressive die to reduce handling costs.

Why Partner with Nuote Metals for Stamped Steel Parts?
Selecting the right stamping partner ensures consistent quality, competitive pricing, and reliable delivery for your steel components. Nuote Metals offers:
- Wide steel selection – Low, medium, high carbon, and alloy grades in stock
- Thickness range – 0.3mm to 6.0mm (8.0mm for blanking)
- In-house plating – Zinc, zinc-nickel, and black oxide lines
- Tapping and hardware insertion – Secondary operations on-site
- Volumes from 1,000 to 10,000,000+ – Prototyping to mass production
- Free DFM analysis – We optimize your design for stamping before tooling
- Sample parts – 20 free pieces from production tooling
- Global shipping – Air or sea to North America, Europe, Asia, and beyond
Contact Nuote Metals today to upload your drawing or discuss your stamped steel parts project requirements.
ホットタグ: プレス鋼部品、中国プレス鋼部品、プレス部品メーカー
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。









X
当社は Cookie を使用して、より良いブラウジング体験を提供し、サイトのトラフィックを分析し、コンテンツをパーソナライズします。このサイトを使用すると、Cookie の使用に同意したことになります。
プライバシーポリシー